USA Welding Supply
Welding Wire / Filler Metal - .045 Diameter - AFM-81T1-B2 .045 X 33 - 33-lb Spools
Welding Wire / Filler Metal - .045 Diameter - AFM-81T1-B2 .045 X 33 - 33-lb Spools
Regular price
$1,754.50 USD
Regular price
Sale price
$1,754.50 USD
Unit price
per
Tax included.
Shipping calculated at checkout.
Couldn't load pickup availability
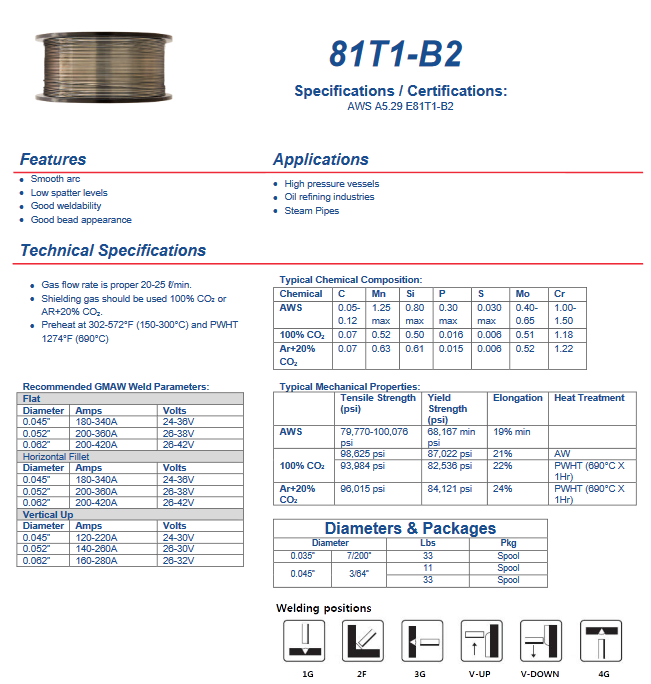
- A titania slag formulation flux cored wire for single or multi-pass welds on 1.25% Cr 0.5% Mo steels
- The weld deposits are designed to operate at high temperature service. The shield gas recommended is 100% CO2.
- A preheat of 200-350°C and a post-weld heat treatment of 680-730°C for 1 hour per inch of thickness followed by air cooling to ambient temperature is required.
- For use with high pressure vessels, oil refining industries, steam pipes of boilers
- This wire is designed for welding of 1.25% Cr-0.5% Mo steel used for high pressure vessels, oil refining industries, steam pipes of boilers etc.
- It is a rutile type flux cored wire for all position welding.
- It provides smooth arc, low spatter levels, good weldability, and good bead appearance.
- The weld metal contains about 1.25% Cr. 0.5% Mo, so it has good crack and heat resistance.
This Welding Wire / Filler Metal is designed for the welding of 1.25% Cr-0.5% Mo steel. It provides an ideal solution for high pressure vessels, oil refining industries, and steam pipes of boilers, with a titania slag formulation flux cored wire for single or multi-pass welds. Preheat of 200-350°C and post-weld heat treatment of 680-730°C for 1 hour per inch of thickness are required. Experienced welders will appreciate its easy arc start, smooth arc, low spatter levels and good weldability.